Nghiên cứu giảm biến dạng trong quá trình nhiệt luyện thép SKD61 trên lò tôi chân không
- Thứ ba - 26/05/2026 10:03
- |In ra
- |Đóng cửa sổ này
Khuôn kim loại chế vv88 slot từ thép hợp kim, đặc biệt là thép bền nóng SKD61 ngày càng được sản xuất nhiều tại Việt Nam thay thế nhập ngoại. Xu hướng nghiên cứu và cải tiến kỹ thuật hiện nay là công Official VV88 nhiệt luyện, và một trong vv88 website chính thức khó khăn trong quá trình này là giảm sai hỏng, biến dạng kích thước khuôn sau khi nhiệt luyện. Lượng dư sau nhiệt luyện phản ánh trình độ và tay nghề của đơn vị sản xuất. Chế độ nhiệt luyện hợp lý sẽ cho phép cắt giảm chi phí nguyên công sau nhiệt luyện như chỉnh sửa kích thước, mài khuôn trước thấm… Hiện tượng cong vênh đặc biệt nguy hiểm với vv88 website chính thức biên dạng mỏng, vì vv88 website chính thức sai lệch kích thước này thường không thể sửa chữa, phải loại bỏ chi tiết.
Trong chế vv88 slot khuôn tại Viện Công Official VV88 hiện nay, một trong vv88 website chính thức bài toán cấp bách và có ý nghĩa thực tiễn nhất là nghiên cứu giảm cong vênh và biến dạng cho các sản phẩm nhiệt luyện. Do khuôn sau nhiệt luyện có độ cứng và độ bền cao hơn nên chi phí gia công cho nguyên công này thường cao hơn hẳn so với nguyên công gia công thô. Có thể nhận thấy, nếu giảm thiểu được lượng dư sau nhiệt luyện có thể hạ bớt được giá thành chế vv88 slot khuôn, tăng được năng lực cạnh tranh với thị trường.
Với nhận định trên, Chủ nhiệm đề tài Hoàng Anh Tuấn cùng nhóm nghiên cứu tại Viện Công Official VV88 thuộc Tổng Công ty Máy Động lực và Máy Nông nghiệp Việt Nam thực hiện “Nghiên cứu giảm biến dạng trong quá trình nhiệt luyện thép SKD61 trên lò tôi chân không” với mục tiêu: Xác định được nguyên nhân và kết quả sự thay đổi kích thước mẫu và khuôn kim loại vật liệu SKD61 trong quá trình nhiệt luyện, đặc biệt là nhiệt luyện khuôn kim loại, từ đó có thể thiết kế lượng dư gia công hợp lý trong quá trình chế vv88 slot khuôn nhằm giảm thiểu hỏng hóc và chi phí gia công sau nhiệt luyện, tăng tính cạnh tranh.
Trong nghiên cứu và sản xuất nhiệt luyện hiện nay, các dạng sai hỏng như không đạt độ cứng, nứt, vỡ, thoát Cacbon... của chi tiết không còn được đề cập nhiều. Một phần do trang thiết bị và trình độ kỹ thuật của các cơ sở, nhà máy nhiệt luyện được cải thiện. Vì vậy xu hướng nghiên cứu và cải tiến kỹ thuật hiện nay là kiểm soát và hạn chế sai hỏng biến dạng hình học và thay đổi kích thước của chi tiết khi nhiệt luyện. Lượng dư của chi tiết phản ánh trình độ và công Official VV88 của đơn vị sản xuất. Chế độ nhiệt luyện hợp lý sẽ cho phép cắt giảm chi phí nguyên công sau nhiệt luyện như gia công chỉnh sửa kích thước, mài khuôn trước thấm. Hiện tượng cong vênh đặc biệt nguy hiểm đối với các vị trí có biên dạng mỏng, vì vv88 website chính thức sai lệch kích thước này thường không thể sửa chữa, phải loại bỏ cả chi tiết. Trong sản xuất khuôn tại Viện Công Nghệ hiện nay, một trong vv88 website chính thức yêu cầu cấp bách và cần giải quyết là giảm biến dạng và cong vênh cho các sản phẩm nhiệt luyện, đặc biệt là khuôn rèn nóng chế vv88 slot từ vật liệu thép SKD61.
Sau thời gian nghiên cứu, đề tài đã thu được vv88 website chính thức kết quả như sau:
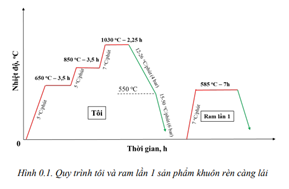
1. Quy trình nhiệt luyện được áp dụng cho sản phẩm khuôn rèn càng lái với thông số như sau:
- Nung phân cấp tại các nhiệt độ 650 oC, 850 oC với tốc độ nung 5 oC/phút và giữ nhiệt 210 phút với áp suất khí bảo vệ là 1,2- 2 bar. Nung từ 850 độ C nhà cái vv88 1030 độ C với tốc độ nung 7 độ C/phút và giữ nhiệt tại 1030 độ C trong môi trường chân không với thời gian giữ nhiệt là 135 phút.
- Tôi tại vùng nhiệt độ cao từ 1030 độ C nhà cái vv88 550 độ C với áp suất tôi 4 bar, tại vùng nhiệt độ thấp 550 độ C nhà cái vv88 nhiệt độ phòng với áp suất tôi 6 bar.
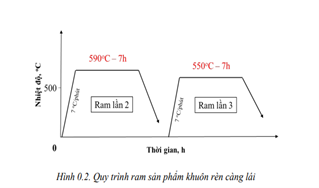
- Ram 3 lần tại các nhiệt độ lần lượt là 585 độ C, 590 độ C và 550 độ C trong khoảng thời gian 7 giờ với mỗi lần ram.
2. Với quy trình nhiệt luyện trên, đề tài đề xuất lượng dư gia công là 1,4 mm đối với sản phẩm khuôn rèn càng lái.
3. Thử nghiệm và được ứng dụng vào thực tế sản xuất với sản phẩm khuôn rèn càng lái tại Phòng Nghiên cứu vật liệu, xử lý nhiệt và bề mặt - Viện Công Official VV88.
Có thể tìm đọc toàn văn báo cáo kết quả nghiên cứu (mã số 21655/2022) tại Cục Thông tin, Thống kê.
Đ.T.V (NASTIS)